Common Questions About Kapton® Wire
Love it or hate it, the fact is that Kapton® insulated wires will be on aircraft for at least another couple of decades, and because of this, we should learn to live with the insulation type. Part of living with it is understanding it.
If you have questions that you would like to see answered, please send them to Lectromec or add them to the comments section below. We plan to add to this article as the questions arise.
Why do most Lectromec articles refer to Kapton® as “polyimide”?
Good question. The reason Lectromec uses the term “Polyimide” is that Kapton™ is the trademarked name for the DuPont product. The term polyimide is a more generic term and incorporates all of the other producers of the material that are put into wires and cables.
What is the history of Kapton® wire on aircraft?
For a history of Kapton®, check out this link.
Is Kapton® more prone to arc tracking than other insulation types?
This is one area that Kapton® wire has a weakness; it is a material that is very prone to electrical arcing. To understand this, we must take a close look at the polymer (don’t worry, you don’t have to be a chemist to understand what is going on). The polymer is comprised of carbon, oxygen, nitrogen, and hydrogen; three of those are helpful for promoting arcing events. Other wire insulation types like PTFE contain a great deal of fluorine, an element that performs exceptionally well in squelching arcing events.
Do I need to replace all of the Kapton® wire on my aircraft?
Lectromec has performed wire degradation analysis on dozens of fleets and we have never found a case where full wiring system replacement is necessary. While some areas of the aircraft may show degradation, it is unlikely for this to be the case through the rest of the vehicle.
The insulation is starting to flake off, do I need to replace?
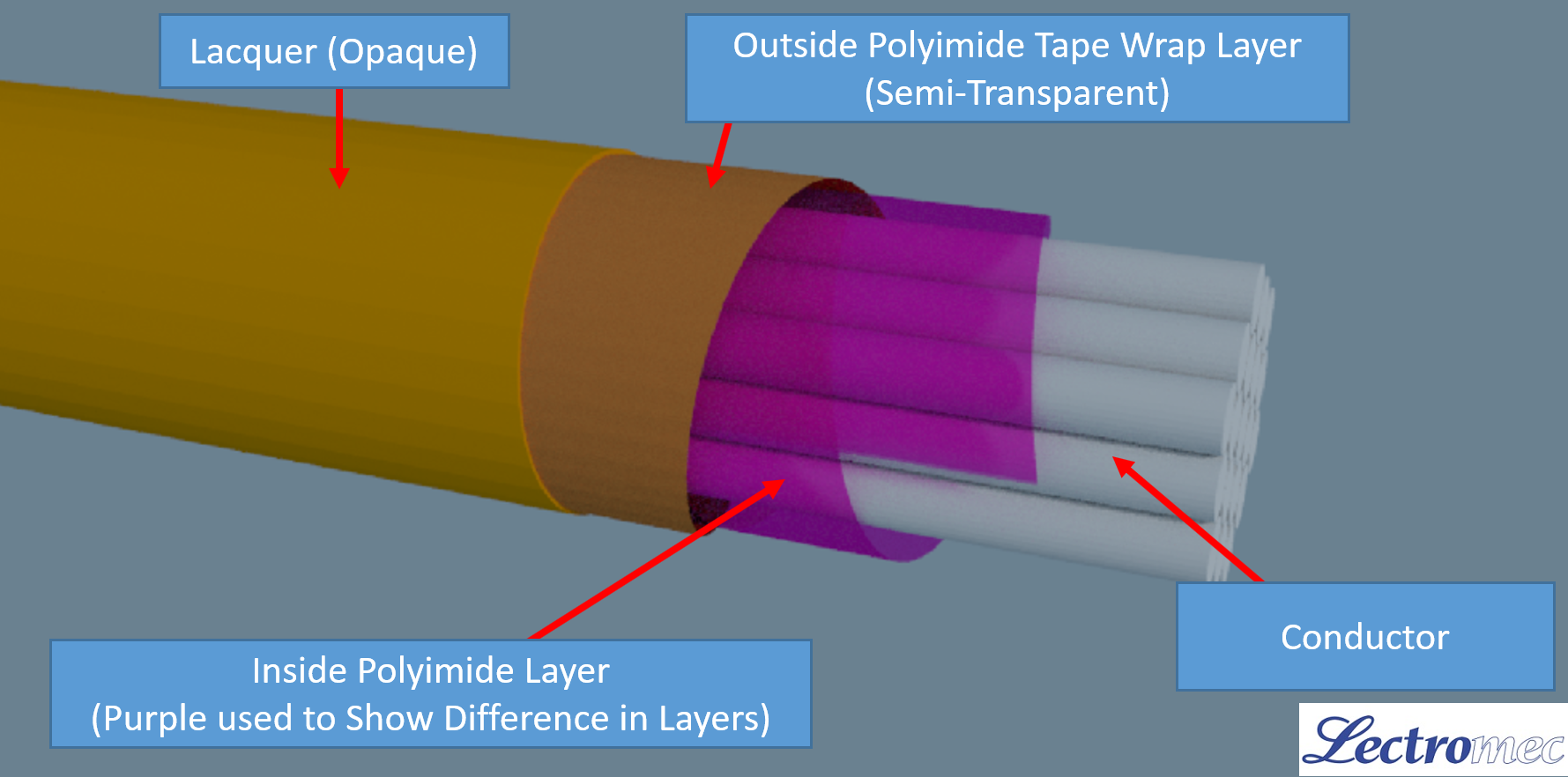
Not necessarily. To address this, it is important to understand the construction of a typical polyimide wire. Polyimide insulated wires that are built to the MIL-DTL-81381 style (the most common polyimide construction) share a common construction. These wires have two layers of polyimide, with an adhesive between the tape wrap layers to provide a seal. These two wraps of polyimide typically yield four layers of insulation. On top of this is a lacquer layer. The primary purpose of this opaque lacquer layer is to provide a surface for printing and wire identification. From an electrical and mechanical perspective, the lacquer layer does not add value to the wire.
The Navy’s guidance on Kapton® wire maintenance MIL-HDBK-522 and inspection states, “Superficial damage to Kapton® wire/cable exterior consists of damage only to the outer jacket (known as topcoat flaking) and does not require repair/maintenance.”
More information is included in this article.
Wikipedia says an FAA study showed that Kapton®, “shows degradation in under 100 hours in a hot, humid environment”. Should I be concerned?
This segment from Wikipedia refers to a wire degradation study the FAA funded back in the 2000s. This research (of which Lectromec participated) sought to find methods to identify stressors and quantify the degradation of various aircraft wire insulation types. Kapton® insulated wire was one of the wire types investigated in this effort. The report (containing vast amounts of data) is still available on the FAA’s website.
Of the examined stresses, several test conditions were examined to accelerate the aging of the samples. When accelerated aging is performed, this usually means that the stressors are pushed beyond the normal limits experienced in aircraft operation. As such, the results of these accelerated aging experiments are unlikely to be directly applicable to in-service conditions.
But what were the conditions that showed, “degradation in under 100 hours in a hot, humid environment”? The Wikipedia entry refers to configuration group #13/Setup#33 which had the following parameters:
- Temperature: 95oC
- Relative Humidity: 100% (the wire was submerged in water)
- Physical Setup: Wrapped around a mandrel 10x diameter
The temperature and physical setup are representative of what can be found on an aircraft, but what about the 100% humidity? How many parts of the aircraft are regularly submerged in near boiling water? While the data show a rapid degradation, it is unlikely to be found during an aircraft’s service life. As of the publishing date of this article, the number of submersible aircraft is still limited.
Are there ways to determine the health of a Kapton® wire?
Kapton® wire degradation has been an area of research Lectromec has done extensive work in. The typical method Lectromec uses for degradation analysis is the inherent viscosity method (see detailed information here and a case study on its application here) In short, the chemical process quantifies the material degradation which is then used, along with aircraft use and life information, to predict the remaining reliable service life.
This technique has been applied to several fleets as part of EWIS health monitoring, support for the EWIS portion of their MECSIP program, or helping to generate data for fact-based EWIS maintenance and sustainment planning.
Conclusion
There are a lot of misconceptions about Kapton® wire and some of this has been justly earned. Lectromec plans to progressively add to this article, so if you have any questions, please feel free to contact us directly or post your question in the comments section below.